This project was presented at the IEEE International Conference in August 2018. By 2020, this technology was capable of controlling entire process manufacturing facilities, albeit on highly sophisticated simulators. So, the next question became, is FKDPP ready for the real world?
From simulation to reality
Yokogawa answered that question at its Komagane semiconductor plant in Miyada-mura, Japan (Figure 1). Here, much of the production takes place in clean room environments under the tightly controlled temperature and humidity conditions necessary to produce defect-free products. The task of the AI system is to operate the heating, ventilation, and air conditioning (HVAC) systems optimally by maintaining required environmental conditions while minimizing energy use.
It is understandable that an actual application selected for this type of experiment would be of modest scale with minimal potential for safety risks. This conservative approach may be less dramatic than one at an oil refinery, but this does not reduce its validity as a proof of concept.
At first glance, operating an HVAC system autonomously might not seem complex. But the HVAC systems supporting the tightly controlled clean room environment account for 30 percent of the total energy consumed by the facility, and so represent a sizeable cost. Japan’s climate varies through the seasons, so there are adjustments necessary at different times of the year to balance heating and cooling, while providing humidity control.
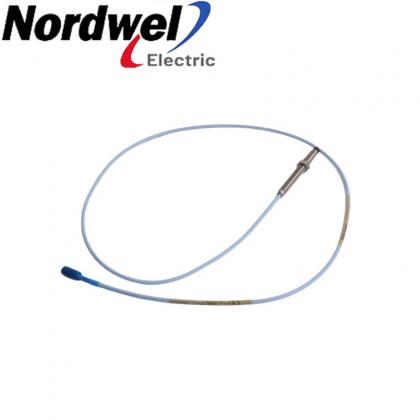
The facility resides in a mountain valley at an elevation of 646 meters (2,119 feet). It has a temperate climate and tends to be relatively cool, with an annual temperature between –9° and 25°C (15.8° and 77°F). The plant produces semiconductor-based pressure sensors (Figure 2) that go into the company’s DPharp pressure transmitter family, so maintaining uninterrupted production is essential. Even though this demonstration is at one of Yokogawa’s own plants, the cost and production risks are no less real than those of an external customer.
The facility’s location is outside the local natural gas distribution system, so liquified petroleum (LP) gas must be brought in to provide steam for heating and humidification. Air cooling runs on conventional grid-supplied electric power. Both systems work in concert as necessary to maintain critical humidity levels.
Complex energy distribution
Considerations surrounding energy use at Japanese manufacturing plants begin with the high domestic cost. Energy in all forms is expensive by global standards, and efficiency is paramount. The Komagane facility uses electric furnaces for silicon wafer processing, and it is necessary to recover as much waste heat as possible from these operations, particularly during winter months.
To be considered a success, the autonomous control system must balance numerous critical objectives, some of which are mutually exclusive. These objectives include:
Strict temperature and humidity standards in the clean room environment must be maintained for the sake of product quality but with the lowest possible consumption of LP gas and electricity.
Weather conditions can change significantly over a short span of time, requiring compensation.
The clean room environment is very large, so there is a high degree of thermal inertia. Consequently, it can take a long time to change the temperature.
Equipment in the clean room also contributes heat, but this cannot be regulated by the automated control system.
Waste heat from electric furnaces is used as a heat source instead of LP gas, but the amount available is highly variable, driven by the number of production lines in use at any given time.
Warmed boiler coolant is the primary heat source for external air. If more heat is necessary than is available from this recovered source, it must come from the boiler burning LP gas.
Outside air gets heated or cooled based on the local temperature, typically between 3° and 28°C (37.4° and 82.4°F). For the greater part of the year, outside air requires heating.
The existing control strategy (Figure 3) is more complex than it first appears. Below the surface, the mechanisms involved are interconnected in ways that have changed over the years, as plant engineers have worked to increase efficiency.
There have been numerous previous attempts to reduce LP gas consumption without making major new capital equipment investments. These incremental improvements reached their practical limits in 2019, which drove implementation of the new FKDPP-based control strategy in early 2020.
The implementation team selected a slow day during a scheduled production outage to commission the new control system. During that day, the AI system was allowed to do its own experimentation with the equipment to learn its characteristics. After about 20 iterations, the AI system had developed a process model capable of running the full HVAC system well enough to support actual production.
Over the weeks and months of 2020, the AI system continued to refine its model, making routine adjustments to accommodate changes of production volumes and seasonal temperature swings. The ultimate benefit of the new FKDPP-based system was a reduction of LP gas consumption of 3.6 percent after implementation in 2020, based entirely on the new AI strategy, with no major capital investment required.
FKDPP-based AI is one of the primary technologies supporting Yokogawa’s industrial automation to industrial autonomy (IA2IA) transition, complementing conventional proportional-integral-derivative and advanced process control concepts in many situations, and even replacing complex manual operations in other cases. Real-time control using reinforcement learning AI, as demonstrated here, is the next generation of control technology, and it can be used with virtually any manufacturing process to move it closer to fully autonomous operation.





Disclaimer:
Nordwel sells new and surplus products and develops channels for purchasing such products. This website has not been approved or recognized by any of the listed manufacturers or trademarks.